制造业,服务领域为电线电缆技术开发、咨询服务
订购咨询热线:022-26972215
15602034850
电线电缆厂凭借安全、可靠、环保的优势,20多年来赢得了众多合作企业的一致**。公司拥有雄厚的技术和研发实力。项目经营产品包括电力电缆、电气设备电线、通信电缆、特种电缆、控制电缆、计算机电缆等。是一家集R&D/生产/营销/供应/服务于一体的企业。
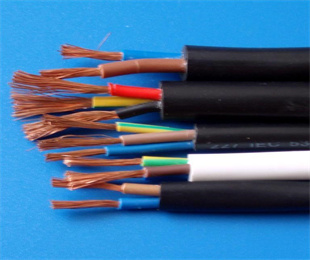
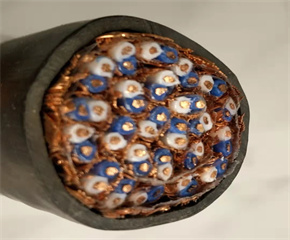
1、电缆的导体
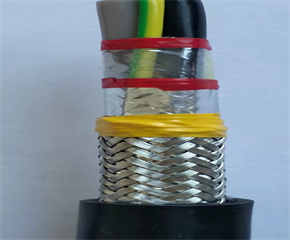
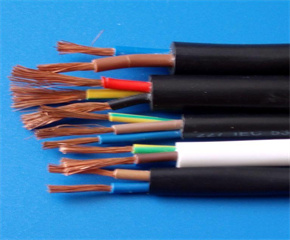
耐火电缆的导体采用铜导体,导体几何形状为圆形,且多根绞合导体应紧压。圆形紧压铜导体与扇形导体相比有许多优点:绕包云母带时使云母带与导体结合紧密,有利于电场均匀分布,增强电缆的电气绝缘性能,同时可以节约云母带的用量,降低成本。
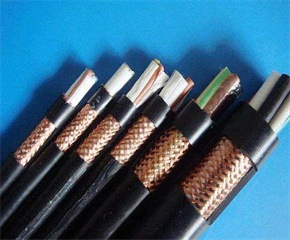
2、电缆的耐火层
导体外采用两层或多层云母带重叠绕包,一般重叠率不小于30%,有时重叠率达50%才能达到耐火试验要求,以达到耐火试验为基准。绕包角控制在40-50度。
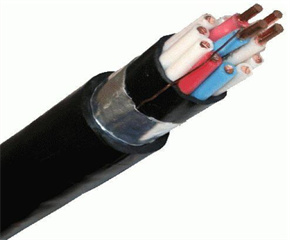
3.电缆绝缘及护套
电缆绝缘根据阻燃等级的不同允许选用交联聚乙烯或无卤低烟阻燃聚烯烃绝缘材料,由于导体外重叠绕包两层或多层耐火云母带,对于导体截面25mm2及以上电缆的绝缘层厚度可减少20%,但基于耐火电缆试验。电缆护套采用无卤低烟阻燃聚烯烃护套材料,结构尺寸按相关标准执行。
挤出模具
一般来说,无卤低烟阻燃聚烯烃绝缘的挤出采用挤压式,护套采用挤管式或半挤管式生产。采用挤压式模具时由于无卤低烟阻燃聚烯烃熔体粘度大,使得机头压力增加,挤出制品压的比较密实,导致离模时有所膨胀,故选用模具内径尺寸比成品的标称直径小5%左右。使用挤管式或半挤管式生产时必须考虑拉伸比,无卤低烟阻燃聚烯烃拉伸比为2.5-3.2.理论上,拉伸比越小,表面越光滑。实用护套配模:模芯内径=绕包层外径+(0).6~1.5)mm,模套内径=电缆标称外径+(2~7)mm。
挤出工艺
初始温度设定一般比正常挤出温度低5~10℃当挤压成型稳定时,温度仅在材料的挤压温度范围内。一般来说,无卤低烟阻燃聚烯烃电缆材料的摩擦加热速度快于低烟低卤和普通阻燃聚烯烃电缆材料,工艺温度范围窄。
螺杆转速快,剪切作用增大,易引起阻燃剂的机械热分解;转速增加,摩擦生热量也大,也会造成阻燃剂分解从而影响挤出表面质量。同时螺杆转速大时,会导致电机超负荷运转。
挤出设备
使用长径比L/D20或25的螺钉可以得到理想的挤压表面,螺钉压缩比为1:1~2.5:1更合适。挤出设备应有良好的冷却装置。

扫一扫加好友
微信公众号
地址:天津市北辰区双江道22号
联系人:任先生
邮箱:HSTLQ@126.com
在线沟通,请点我在线咨询
咨询热线:
15602034850
022-26972215